欢迎莅临九游中心数影检测官网!业务咨询请致电13671932564!
取消
清空记录
历史记录
清空记录
历史记录


 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~在汽车压铸设计过程中,工件的壁厚会因为在一些如弯角位、深凹位的位置出现偏差,而导致壁厚不一,就可能在使用过程中由于应力不平均而导致损坏。
与传统的超声测厚仪或涡流测厚仪进行壁厚分析相比,CT手段有以下优势:
1、不存在侧头可达性与法向找准的问题;
2、不受零件结构的限制,尤其是内腔复杂的尺寸,是铸件壁厚分析可靠的、有效的、高精度的一种方法,传统的三坐标测量方法根本无法实现。
样件信息
主要适合汽车复杂精密铸件,如发动机缸盖、变速器壳体、减速器及差速器壳体等。
检测标准
测量精度可达±0.1mm(工件结构复杂性及检测工艺会对精度微小影响)
工艺方案
使用设备:高精度双源双探测器工业CT系统,选用微焦点射线源,面/线阵探测器(根据具体的检测需求可调整)。
扫描方式: CT断层扫描
工艺选择:电压及功率,扫描幅数及积分时间,放大倍数,SOD及SDD,摆放位置及夹具选择,滤波片选择等相关技术指标根据具体的检测需求确定。
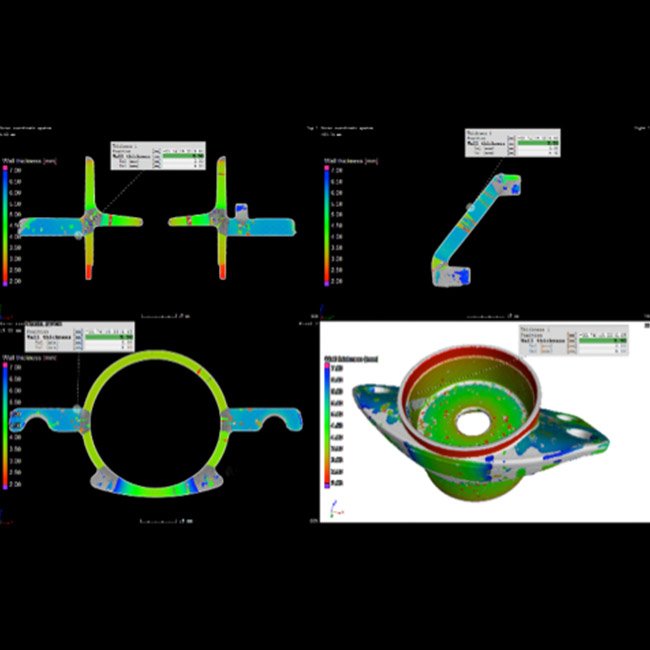
后处理分析:通过工业CT扫描重建成三维成像,并采用VG软件,为对壁厚精确测量,须确定感兴趣区域(ROI)并使用壁厚分析模块进行处理,可以通过彩色编码使分析可视化,在壁厚分析模块中,可用各种参数规定公差,例如厚度(最大、最小、平均值和偏差),并且还有强大的报告导出功能,可将图像和文字以多种格式导出(例如 CSV、HTML、RTF 等)。
检测案例
左图为样件整体的壁厚尺寸测量,右图为局部感兴趣区域的壁厚尺寸测量,其中不同位置的壁厚尺寸均可标出,见图示。

在汽车压铸设计过程中,工件的壁厚会因为在一些如弯角位、深凹位的位置出现偏差,而导致壁厚不一,就可能在使用过程中由于应力不平均而导致损坏。
与传统的超声测厚仪或涡流测厚仪进行壁厚分析相比,CT手段有以下优势:
1、不存在侧头可达性与法向找准的问题;
2、不受零件结构的限制,尤其是内腔复杂的尺寸,是铸件壁厚分析可靠的、有效的、高精度的一种方法,传统的三坐标测量方法根本无法实现。
样件信息
主要适合汽车复杂精密铸件,如发动机缸盖、变速器壳体、减速器及差速器壳体等。
检测标准
测量精度可达±0.1mm(工件结构复杂性及检测工艺会对精度微小影响)
工艺方案
使用设备:高精度双源双探测器工业CT系统,选用微焦点射线源,面/线阵探测器(根据具体的检测需求可调整)。
扫描方式: CT断层扫描
工艺选择:电压及功率,扫描幅数及积分时间,放大倍数,SOD及SDD,摆放位置及夹具选择,滤波片选择等相关技术指标根据具体的检测需求确定。
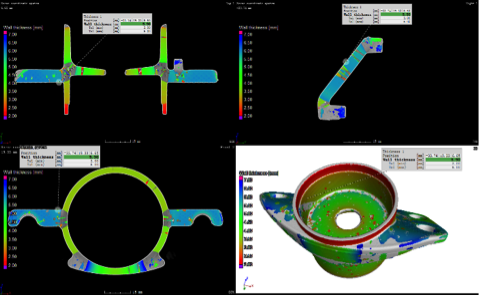
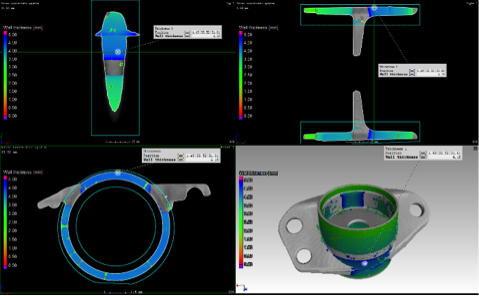
后处理分析:通过工业CT扫描重建成三维成像,并采用VG软件,为对壁厚精确测量,须确定感兴趣区域(ROI)并使用壁厚分析模块进行处理,可以通过彩色编码使分析可视化,在壁厚分析模块中,可用各种参数规定公差,例如厚度(最大、最小、平均值和偏差),并且还有强大的报告导出功能,可将图像和文字以多种格式导出(例如 CSV、HTML、RTF 等)。
检测案例
左图为样件整体的壁厚尺寸测量,右图为局部感兴趣区域的壁厚尺寸测量,其中不同位置的壁厚尺寸均可标出,见图示。



市场部 13671932564
解决方案

